
適用於與裝飾整合、輕量化,替代電鍍的薄膜 模內崁片成形(In-Mold Forming)
以輕量、設計感薄膜取代電鍍,實現可永續的裝飾
將具有金屬色調設計的薄膜轉印至成形品上,實現裝飾與一體成形的技術。此成形法可以取代電鍍,實現輕量化與環保,擴展汽車的內裝零件等多種用途。
- 行動領域

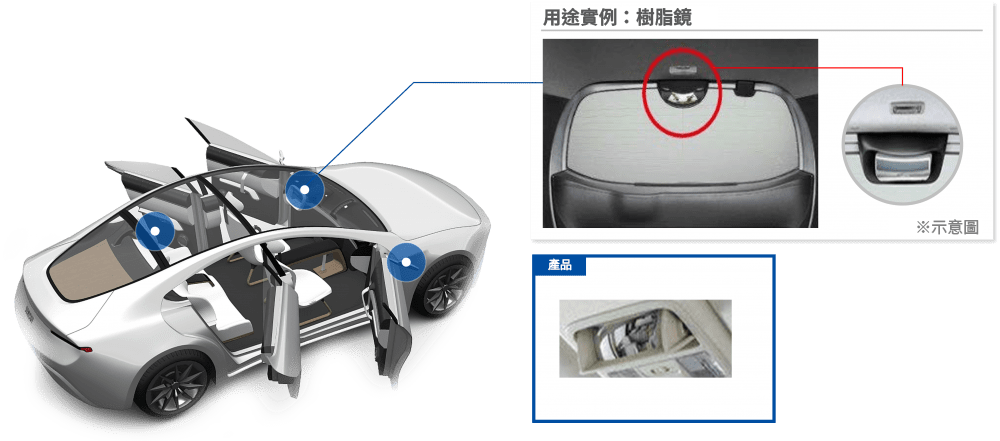
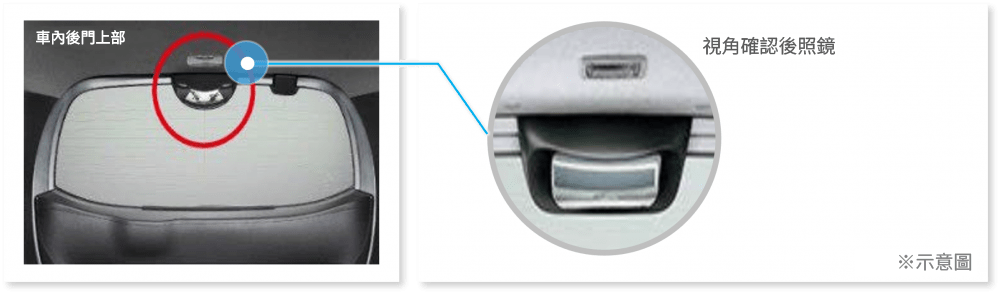
提升後照鏡的視認性和安全性
通常後照鏡會使用鏡子或玻璃,但假如發生事故時,則有被碎片傷到的危險性。而且通常後照鏡有許多看不到的死角。若為了防止這種情況而增加後照鏡,則有遮擋視野的風險。

採用樹脂化以對應曲面和防止破裂
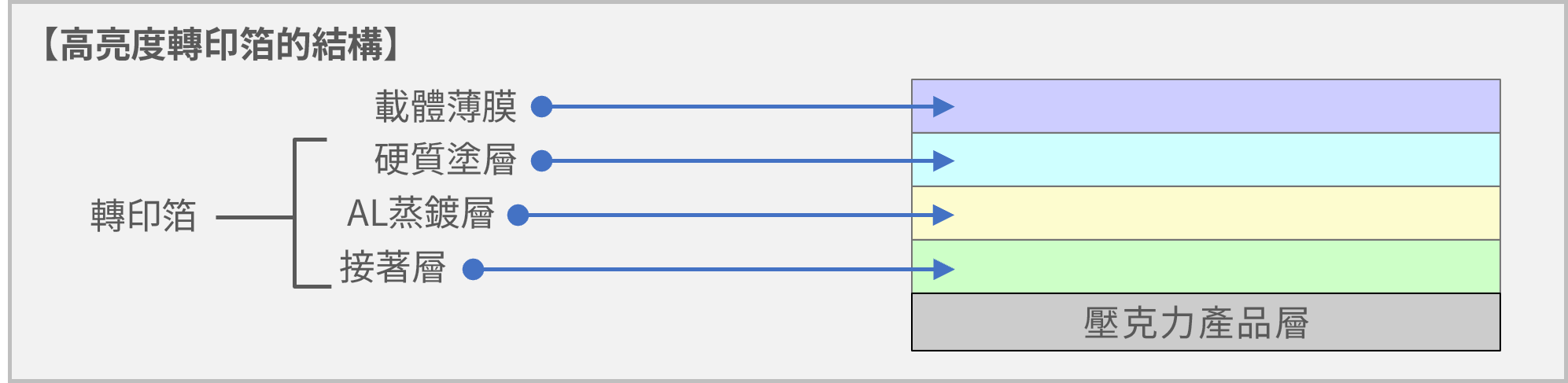
積水的模內轉印成型是一種事先準備好印有設計及圖案的薄膜箔,夾入射出成型的模具內再倒入樹脂,利用熱和壓力僅將薄膜箔轉印至產品表面的成型法。
帶有硬質塗層的高亮度和高反射率鋁蒸鍍箔改善曲面部的拉伸和破裂。
另外,由於此工法可以在成型的同時進行裝飾,因此無須再以二次加工的方式進行裝飾,可減少製程從而降低成本。

技術資訊
技術概要
 薄膜接著至通用樹脂的模內轉印
薄膜接著至通用樹脂的模內轉印
射出成型
射出成型法(電動機)
將轉印薄膜送入模具內,使轉印箔接著至射出於模具內的樹脂上,
並在成型的同時進行裝飾
 選定適合產品形狀的薄膜
選定適合產品形狀的薄膜
帶有硬質塗層的高亮度和高反射率鋁蒸鍍箔
改善曲面延展時龜裂可能性
 與電鍍對比性能和價值有所提升
與電鍍對比性能和價值有所提升
提升的性能和價值
- 高反射率
- 減輕環境負擔
- 輕量化
- 防止延展龜裂(白化)的產品/模具設計

 開展多種用途
開展多種用途
除了車輛內裝構件外
- 對話鏡
- 視角輔助鏡
- 內裝配件(作為裝飾品)

技術詳情
成型製程:
模內轉印成型法
形狀追隨型設計技術
➀ 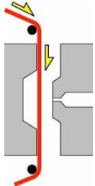 將薄膜送入模具內
將薄膜送入模具內
將薄膜送入模具內➁ 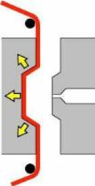 吸住薄膜
吸住薄膜
吸住薄膜➂ 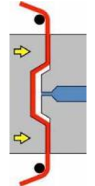 模具閉合
模具閉合
模具閉合➃ 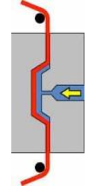 射出成型
射出成型
射出成型➄ 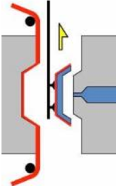 在成型品上完成轉印箔的接著後取出
在成型品上完成轉印箔的接著後取出
在成型品上完成轉印箔的接著後取出 薄膜結構
模具構造(吸住薄膜)
薄膜結構最佳化
薄膜結構最佳化

改善高曲率產品的
延展龜裂性
性能/效果比較:
以樹脂後照鏡進行比較
| 項目 | 電鍍 | 鋁箔IMD | 性能評價/效果 | |
|---|---|---|---|---|
| 價值 | 成本(含折舊) | 10 | 9 | 透過單工序化降低約10%(推測)成本 ※因形狀不同會使降低率產生差異 |
| 輕量化 | △ | ○ | 輕量化 約15% | |
| 反射率 | △ | ○ | 反射率 85%、鉻對比改善20% | |
| 環境負擔 | × | ○ | 不含六價鉻 | |
| 安全性 | △ | ○ | 無金屬層(電鍍)剝離 | |
| 形狀自由度(曲率) | ○ | △ | 可對應視角輔助鏡程度的曲率和形狀 | |
- 優點
- 透過轉印箔賦予自由的設計性
- 可在轉印箔結構層中賦予機能層(硬質塗層、金屬、耐腐蝕等)
- 不同於模內裝飾成型,不用剪切剩餘薄膜
- 透過單一製程降低成本